

The Market Signal: MedUSA System Hits 100 lb/hr Deposition Rate
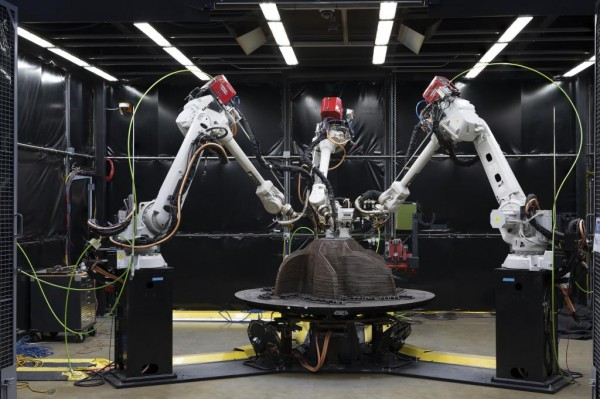
On January 13, 2026, the collaborative output of Lincoln Electric and Oak Ridge National Laboratory's (ORNL) Manufacturing Demonstration Facility (MDF) was formally announced (ORNL Newsroom, 2026.01.13). Their multi-robot wire arc additive manufacturing (WAAM) system, MedUSA, has confirmed a deposition rate of 100 pounds per hour (~45 kg/hr), with the capability to produce parts up to 6,000 pounds (~2,700 kg) within 12 weeks.
For context: laser powder bed fusion (LPBF) systems typically operate at grams per hour. MedUSA's competitive reference point is not other printers-it is foundries and forge shops. This distinction matters.
Prior Art: WAAM Is Not a New Technology
The "Heavy Metal Renaissance" framing is appealing, but the history of wire arc additive manufacturing needs to be stated first.
The Lincoln Electric-ORNL Collaboration Timeline:
2016: Lincoln Electric Automation Fort Collins Division (then Wolf Robotics) and ORNL MDF began developing a WAAM system based on welding technology (ORNL partnership article, 2026.01).
2017: Printed an excavator arm and demonstrated it at an international construction trade show (same source).
2019: Lincoln Electric launched Additive Solutions as a dedicated WAAM services business unit, commercializing the ORNL-partnered technology (3D Printing Industry, 2019.05.14).
Baker Industries acquisition: Lincoln acquired this aerospace tooling and machining firm to close the "print-then-machine" gap (ORNL Newsroom).
MedUSA R&D 100 Award: The system's core innovation-intelligent collision-avoidance controls for three independent robotic arms-was recognized. Controls are scalable for future systems with additional arms (ORNL Newsroom).
The January 13 announcement is therefore not a sudden emergence. It is the moment when a decade of incremental technology maturation reaches a commercial inflection point.
Cranfield University WAAM: The UK's Cranfield Welding Engineering and Laser Processing Centre is one of the original academic WAAM research programs, with demonstrations including 10m-class aerospace structural components.
GEFERTEC, RAMLAB, MX3D: In Europe, GEFERTEC (Germany) commercialized its 3DMP wire-DED technology; RAMLAB (Port of Rotterdam) produced WAAM-fabricated ship propellers; MX3D's WAAM pedestrian bridge was installed in Amsterdam in 2018. All industrial-grade validated systems.
Norsk Titanium / Boeing 787 (omitted from original): Norsk Titanium's Rapid Plasma Deposition process produced the first FAA-approved structural titanium components for the Boeing 787 Dreamliner, beginning deliveries in 2017 (Norsk Titanium press releases; Boeing confirmation). This is the single most significant prior art for certified large-format metal AM in aerospace, and its omission from the original article was a material gap.
What Is Actually New: Three Simultaneous Advances
The significance of this week's news is not a single technology demo but three complementary signals arriving on the same day.
1. Speed (Lincoln Electric / MedUSA)
MedUSA's three-arm independent robotic system dramatically increases deposition rate over single-robot WAAM. ORNL's Joshua Vaughan noted: "We'd demonstrated WAAM's effectiveness for producing large parts in low volumes, but key parts for energy and defense can be so huge, a single robotic arm would still take too much time" (ORNL Newsroom). The scalable collision-avoidance controls enable future systems with additional arms.
2. Regulatory Certification (DEEP Manufacturing / DNV)
On the same day, DEEP Manufacturing announced achieving ISO 45001 certification from DNV (Det Norske Veritas) (Company PR, 2026.01.13). DNV is a core certification body for marine and offshore industries. If this certification pathway contributes to converting WAAM components into "insurable assets," regulatory adoption barriers lower.
3. Materials Qualification Acceleration (Auburn University / Austal USA)
The Auburn University, Amaero, and Austal USA (a major U.S. Navy shipbuilder) partnership targets reducing the materials allowables testing cycle-from months to weeks-for high-value alloys including refractory Nb-C103 (Company PR). Materials data must be established before parts can be incorporated into design specifications; this addresses a pipeline bottleneck for adoption.
Counter-Signals: The End of Casting This Is Not
1. "100 lb/hr" is a peak condition. Deposition rate varies significantly with wire diameter, alloy composition, geometric complexity, and interlayer cooling requirements. Effective rates for complex three-dimensional geometries can be several times lower than simple wall deposition. The headline figure does not apply universally.
2. Near-net-shape ≠ net-shape. Every WAAM part requires post-processing (CNC machining). This is precisely why Lincoln Electric acquired Baker Industries. Cost comparisons against casting that consider only deposition cost-without machining cost and material yield (buy-to-fly ratio)-are incomplete.
3. DNV ISO 45001 is not part certification. ISO 45001 is an occupational health and safety management system standard. It means DEEP Manufacturing's workplace safety management meets international standards. It does not mean that specific WAAM components have been certified for marine structural use. Actual part certification requires separate "Approval of Manufacture" processes, granted per alloy and per process.
4. The economic reality of casting replacement. WAAM can compress 18-month lead times to 12 weeks for specific part categories-particularly low-volume, large-format components (propeller struts, valve bodies, legacy equipment replacements). However, WAAM replacing casting for high-volume production parts (automotive, general industrial machinery) is not economically viable at current cost structures. The target market is MRO (maintenance, repair, and overhaul) and low-volume large-format parts.
5. The "Casting Crisis" has multiple solutions. The erosion of Western casting capacity is a real problem driven by environmental regulation and workforce attrition. But WAAM is not the only response. Powder metallurgy-hot isostatic pressing (PM-HIP), modernization of large forging facilities, and supply chain diversification are all proceeding in parallel. ORNL itself demonstrated MedUSA as a mold fabrication tool for PM-HIP-printing molds rather than final parts (ORNL Newsroom).
Outlook
The industrial significance of the Lincoln Electric-ORNL collaboration is that three conditions are maturing simultaneously: deposition speed (MedUSA multi-robot), regulatory frameworks (DNV and other marine certification bodies engaging), and materials data (Auburn/Austal allowables acceleration).
The most likely near-term change, within 6–12 months, is growth in "bridge manufacturing" contracts. Large legacy parts no longer supported by OEMs-in energy, marine, and defense sectors-where WAAM's 12-week lead time is competitive against 18-month casting procurement cycles.
On a 12–24 month horizon, shipyard WAAM cell adoption is the variable to watch. If DNV begins issuing alloy-specific "Approval of Manufacture" for WAAM processes, shipbuilders can evaluate on-site fabrication of structural components. However, full realization of the "Digital Shipyard" concept is entirely dependent on certification process velocity.
"The end of the casting era" is not the right framing. "Restructuring of the large-format, low-volume parts supply chain" is more accurate. WAAM does not replace casting wholesale. It provides alternatives in the specific segments where casting is failing-long lead times, low volumes, domestic production unavailable.
Sources:
ORNL Newsroom: "Metal manufacturing innovation: Inside MDF and Lincoln Electric's partnership" (2026.01)
3D Printing Industry: "ORNL and Lincoln Electric to advance large-scale AM technology" (2019.05.14)
Lincoln Electric Additive Solutions website
DEEP Manufacturing Company PR (2026.01.13)
Auburn University / Amaero / Austal USA Company PR
Norsk Titanium press releases (Boeing 787 structural titanium, 2017)
Cranfield University WAAM research history
RAMLAB (Rotterdam Fieldlab) / MX3D public case studies