

The Deployment That Redrew the Map
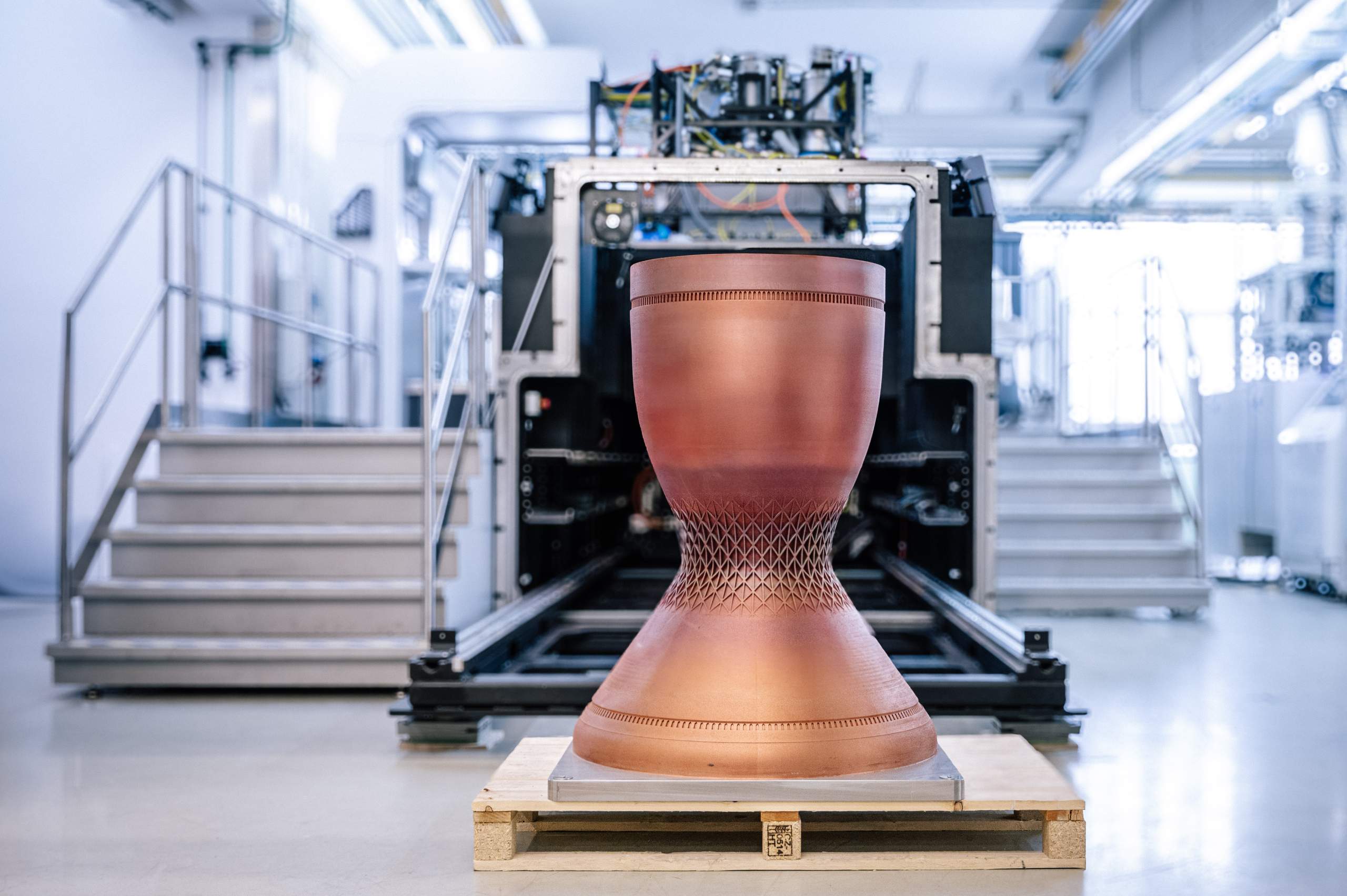
When ACMI powered up the world's first AMCM M 8K in early April 2026, it redrew the competitive map between Laser Powder Bed Fusion (LPBF) and Directed Energy Deposition (DED). The American Center for Manufacturing and Innovation (ACMI) became the first global operator of the AMCM M 8K, a system featuring a staggering 800 x 800 x 1,200 mm build volume (AMCM / EOS). This deployment, alongside Bright Laser Technologies (BLT) surpassing 100,000 copper alloy units and Materials Solutions securing a serial production contract for Rolls-Royce civil aerospace programs, confirms that LPBF has transitioned from a small-part prototyping tool to a high-volume, large-format production standard. By scaling LPBF to 0.76 cubic meters, the industry is effectively challenging the dominance of DED and traditional casting for monolithic rocket engines and missile structures, prioritizing metallurgical consistency over deposition speed.
The AMCM M 8K: What the Specs Actually Mean
The acquisition of the AMCM M 8K by ACMI represents the first commercial deployment of a large-format LPBF system capable of processing four tons of powder along a 1.2-meter Z-axis. Developed by AMCM (an EOS subsidiary), the system utilizes an eight-laser array of 1.2 kW nLIGHT lasers and proprietary AirSword gas flow technology to manage the complex atmospheric conditions required for extended, multi-day builds (AMCM / EOS). This signal is reinforced by two critical volume milestones: BLT reaching a 100,000-unit cumulative output for copper alloy components on its multi-laser platforms, and Materials Solutions (a Siemens Energy business) transitioning a decade of R&D with Rolls-Royce into a formal supply agreement for flight-critical civil aerospace hardware (Metal Additive Manufacturing / VoxelMatters, 2025). Together, these events indicate that the high-end metal AM market is moving away from 'experimental' large builds toward 'certified' serial production at scale.
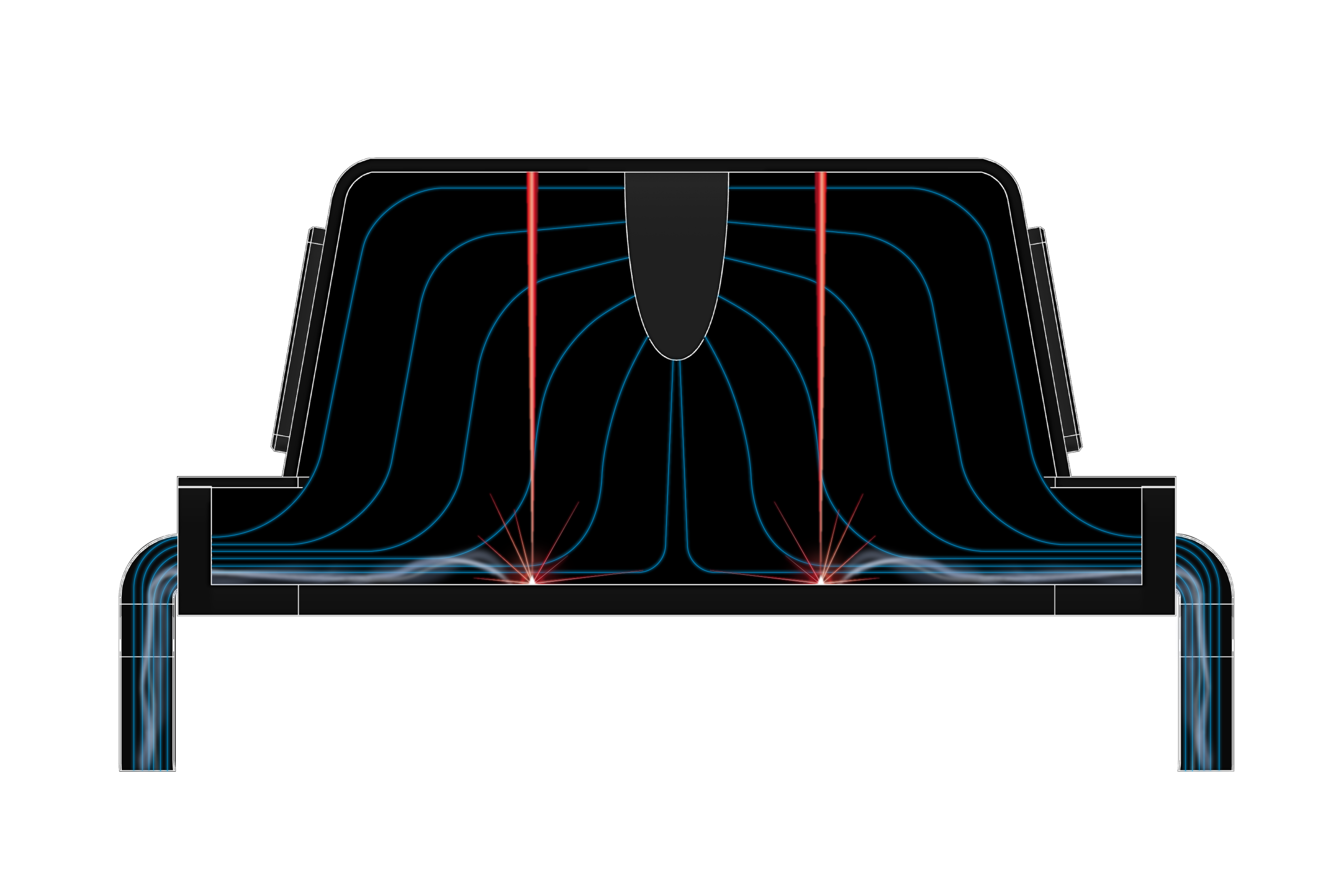
Solving the Gas Flow Problem at 800mm Scale
The primary engineering challenge in scaling LPBF has historically been thermal management and gas flow uniformity across a large build plate. As the build area increases, maintaining a laminar flow of inert gas to remove 'smoke' (condensate and spatter) becomes exponentially difficult, often leading to porosity and inconsistent mechanical properties. The AMCM M 8K addresses this via the AirSword system, which creates a stable atmosphere across the 800mm span, allowing eight high-power lasers to operate simultaneously without cross-contamination of the melt pools.
Prior Art: This builds on the foundation laid by the SLM Solutions (Nikon) NXG XII 600, which introduced the 12-laser array in 2020, and the Velo3D Sapphire XC, which pushed height limits to one meter. The distinction here is the combination of the 800mm width with a 1,200mm height, coupled with 1.2 kW lasers—nearly double the power of standard 400W-700W systems. This specific delta allows for the production of monolithic combustion chambers for orbital-class rockets that previously required joining multiple smaller segments, a process that introduced potential failure points and increased inspection costs.
Furthermore, the BLT milestone in copper alloy production highlights a maturation in handling high-reflectivity materials. Copper's thermal conductivity typically destabilizes the melt pool in LPBF; however, the integration of multi-wavelength (red and green) laser strategies has now reached a yield threshold where 100,000 units are no longer a pilot, but a commodity-scale output for the thermal management and consumer electronics sectors.
LPBF vs. DED: Closing the Scale Gap
As previously reported in the context of Large-Format DED maturation, technologies like Wire-arc Additive Manufacturing (WAAM) have dominated the production of parts exceeding one meter due to their high deposition rates. However, the current data suggests that LPBF is rapidly closing the scale gap while maintaining its inherent advantages in surface finish and internal geometric complexity.
Recent signals from the U.S. Department of Defense reinforce this shift. Velo3D recently secured a $9.8 million IDIQ contract under the JAMA Pilot Parts Program to address supply chain obsolescence using its Sapphire systems. Simultaneously, America Makes launched the $14.5 million Delta Qual 2.0 and GOTHAAM initiatives specifically to standardize material allowables for high-strength aluminum alloys (7075-T73) across diverse LPBF machine architectures. These programs are not merely funding research; they are building the 'Machine-to-Machine Equivalency' frameworks necessary for the AMCM M 8K and similar large-format units to be treated as interchangeable production nodes within a resilient defense industrial base.
Risks at 200 Hours: When a Single Failure Costs $300K
The transition of large-format LPBF into serial production suggests a mid-term contraction in the market for medium-sized, single-laser systems as OEMs consolidate their requirements into high-throughput 'mega-machines.' The ability to print 1.2-meter tall monolithic structures is projected by aerospace integrators to significantly reduce assembly touch-labor for propulsion components over the next 24 months, though specific figures remain proprietary and dependent on part geometry and qualification pathways.
Counter-Signal & Risk: This projection assumes that gas flow technology can maintain metallurgical integrity over build cycles exceeding 200 continuous hours. A single failure in the AirSword or laser synchronization at hour 190 of a four-ton powder build represents a catastrophic financial loss (estimated at $150k-$300k in material and machine time). Furthermore, the reliance on high-power 1.2 kW lasers requires a level of electrical infrastructure and thermal cooling that many current 'Digital Foundries' are not yet equipped to handle. The true bottleneck for large-format LPBF has shifted from 'can we print it' to 'can we afford the risk of a single-point failure in a multi-week build.'